
Ultrasonik Perçinleme Yöntemleri
Malzemeye ve esnetme gerekliliklerine bağlı olarak, iki yöntem önerilir: en sık kullanılan geleneksel yöntem ve yüksek basınçlı yöntem. Her iki staking metodu da saplamanın uygun bir şekilde yerleştirilmesini ve boynuz boşluğu ile doğru hizalanmayı sağlamak için doğrudan altına sağlam bir şekilde desteklenmesini gerektirir ve enerjinin tüm plastik montajı ve fikstürü heyecanlandırmak yerine boynuz / saplama arayüzünde harcanmasını gerektirir.
Geleneksel Yöntem:
Bu durumda amaç, ultrasonik enerjiyi plastik saplamanın tepesinde konumlandırmaktır, bu nedenle saplamanın sadece bu alanı erimeye başlar. Bu eriyik kazıma yöntemini üretmek için kullanılan mekanik, saplamanın tepesine temas etmeden önce sıklıkla ön tetikleme (ultrasonik korna enerjilendirici) gerektirir. Korna, saplamanın yüzeyinin erimesini sağlamak için saplamaya önceden belirlenmiş bir hızda ve basınçta (dayanma kuvveti) iner. Korna indirme hızının plastik saplamanın erime hızından daha hızlı olmaması önemlidir; bu, saplamanın deforme olmasını veya bükülmesini önler.
Plastik saplama, korna boşluğuna erir. Daha sonra, yeniden biçimlendirilmiş saplama başlığının katılaşmasını sağlamak için bir bekletme (oturma) süresi gereklidir. Katılaşma sırasında oluşturulan kafa ile korna arasındaki yeterli sıkma kuvveti, parçaları bir arada sıkıca kilitli tutacaktır.
Yüksek Basınç Yöntemi:
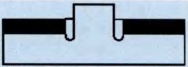
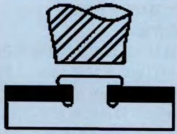
Bu yöntem, plastik saplamanın yüzeyindeki erime sıcaklığına ulaşmadan yeniden biçimlendirilmesini, düz yüzlü bir boynuz kullanırken saplamayı mantar şeklinde yumuşatan ve şekillendiren bir koşul yaratılmasını içerir. (Boşluklar da kullanılabilir.) Yüksek basınç yöntemi, ABS ve yüksek etkili stiren veya polietilen ve polipropilen gibi esnek malzemelerle en iyi şekilde çalışır. Bununla birlikte, polikarbonat ve asetal gibi daha sert malzemelerle de iyi çalıştığı bulunmuştur. Yüksek basınçlı kazınmayı gerçekleştirmek için kullanılan mekanik, ultrasonik kornaya enerji vermeden önce boynuzun çalışma yüzü ile plastik saplamanın üstü arasında ve düşük genlikli bir boynuz kullanarak yüksek kuvvet gerektirir. Korna, saplamanın üstünde bir mantar kafası oluşturmak için saplamayı yeniden düzenler. Seçilen hareket mesafesi, birleştirilen parçaların serbestçe hareket etmesine veya birbirine sıkıca kilitlenmesine izin verebilir. Saplamanın tepesi ile korna arasına yüksek basınç uygulandığında saplamanın bükülmesini (sapma) önlemeye yardımcı olmak için yalnızca düşük profilli plastik saplamaların kullanılması önerilir. Şekil 8, bir mantar odası oluşturulmuş saplamanın enine kesitini göstermektedir.
İlgili kişi: Ms. Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972

