Ultrasonik Perçinlemede Sık Görülen Sorunların Analizi ve Tedavisi
1. Perçin başı tutarsız ve görünüm düzensiz

Sebep:
- Perçinleme boşluğu çok büyük veya pim çok kısa
- Aşırı genlik malzeme bozulmasına yol açar
Çözüm:
- Boşluğun boyutunu azaltın veya pimin yüksekliğini arttırın
- Genliği azaltın veya genlik adımını kullanın
2. Perçin başı çevresinde çok fazla parlama kenarı var

Sebep:
- Perçinleme boşluğu çok küçük veya pim çok yüksek
- Mekanik durdurma ayarı çok yüksek
- Pim kaynak kafasının boşluğunda ortalanmamıştır
Çözüm:
- Boşluğun boyutunu arttırın veya pimin yüksekliğini azaltın
- Mekanik duruşları azaltın
- Eşmerkezlilik kontrolü
3. Perçin, pimin üst piminde oluşturulur; pimin altı erir ve küçülmeye başlar

Sebep:
- Pimin altındaki keskin köşe stres konsantrasyonuna neden olur
- Sıkıştırma basıncı çok yüksek veya genlik çok küçük
- Kaynak kafası çok kısa veya hız çok yüksek.
Çözüm:
- Pimin altındaki yarıçapı artırın
- Basıncı çok yüksek veya genliği arttırın
- Aşağı doğru inişi artırın veya inme hızını azaltın
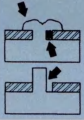
4. Perçin kafasının diğer tarafında ciddi girinti ve deformasyon

Sebep:
- Yanlış sıkma
- Sıkıştırma basıncı çok büyük
Çözüm:
- Metal destek tertibatını test edin ve perçinleme alanının alt kısmındaki genliği azaltın
- Sıkma basıncını azaltın ve girintiyi azaltmak için pim ve kelepçe arasına bir ısı emici olarak metal bir plaka yerleştirin.
Perçinlemeden sonra 5. Gevşek iş parçası

Sebep:
- Erimiş pim, basınç serbest bırakılmadan önce tamamen katılaşmamaktadır.
- Limit durdurma veya alt limit ayarı çok yüksek
Çözüm:
- Basınç tutma süresini uzatın
- Mekanik duruşları azaltın
6. Perçinleme işlemi sırasında pimin altı kırılır

Sebep:
- Pimin keskin köşesinde gerilme konsantrasyonu
- Korna pimi ve ucu dik değildir
Çözüm:
- Pimin alt yarıçapını arttırın
- Hizalamayı kontrol et
7. Perçinleme sırasında iş parçaları arasında plastik akışın neden olduğu deformasyon

Sebep:
- Genlik çok yüksek
- Pim ve delik arasındaki boşluk çok büyük
Çözüm:
- Genliği azaltın veya genlik adımı satın alın
- Diyafram azaltmak
- Daha iyi sızdırmazlık için harici veya harici bir düğüm pistonu kullanın
8. Perçin kafasının diğer tarafında ciddi girinti ve deformasyon

Sebep:
Metal, plastik parçanın altına düzgün bir şekilde yerleştirilmemiştir.
Çözüm:
- Kaynak ve tutma zamanını arttırın
- Pimin yüksekliğini arttırın
9. Perçin başı zayıf şekilde oluşturulmuştur ve pim malzemesi boynuzun yüzeyine yapışır
Sebep:
- Pim çapı ve geçiş deliği arasında zayıf oturma
- Malzeme, pim ile iş parçası arasındaki boşluğa akar
- Kaynak kafasının yüzeyinin yetersiz yağlanması
Çözüm:
- Pim ve geçiş deliği arasına tam oturması
- Pim ve geçiş deliği arasındaki uyumu iyileştirin
- Kaynak kafası kaplamasını test edin (TiN gibi)